
Conducting Thermal Stress Test on Refurbished Rotors Prior to Public Road Use
You must test refurbished rotors under controlled thermal cycles to expose hidden flaws. Heat them to 650°C and cool to 100°C for at least 15 cycles, simulating aggressive braking. This reveals microcracks, warping beyond 0.05 mm, and material fatigue. Infrared thermography and strain gauges monitor stability. Properly balanced rotors maintain 0.001-inch eccentricity and 400–480 HB surface hardness. Passing guarantees safety, durability, and performance under real-world conditions-key details follow.
Notable Insights
- Refurbished rotors must undergo thermal cycling to expose hidden internal flaws undetectable by visual inspection.
- Perform a minimum of 15 controlled heat cycles from 100°C to 650°C to simulate aggressive braking conditions.
- Use infrared thermography and strain gauges to monitor temperature distribution and detect structural anomalies in real time.
- Verify dimensional stability within ±0.05 mm and warpage no greater than 0.015 mm runout after testing.
- Conduct ultrasonic and dye penetrant testing to identify internal voids, microfractures, and material fatigue before road use.
Why Thermal Stress Testing Is Non-Negotiable for Refurbished Rotors
While you might assume a refurbished rotor passes inspection if it looks sound, appearances can’t reveal internal flaws that thermal stress testing uncovers. Rotor balancing guarantees smooth operation under high-speed conditions, minimizing vibration and wear. Without proper balancing-measured to within 0.001 inches of eccentricity-uneven heat distribution occurs, accelerating failure. Surface coating integrity, often rated for up to 580°C, degrades prematurely if internal stresses remain undetected. Thermal stress testing exposes these weaknesses before road use. You rely on consistent braking performance, and even minor imbalances compromise safety. The test simulates real-world heat cycles, confirming structural stability. This isn’t optional-it’s a baseline requirement. Properly tested rotors maintain dimensional accuracy and coating adhesion. Rotor balancing and surface coating must both pass stringent post-test evaluations. Skip this step, and you risk premature wear, reduced stopping power, and potential rotor disintegration.
How Heat Cycles Reveal Hidden Flaws in Refurbished Rotors
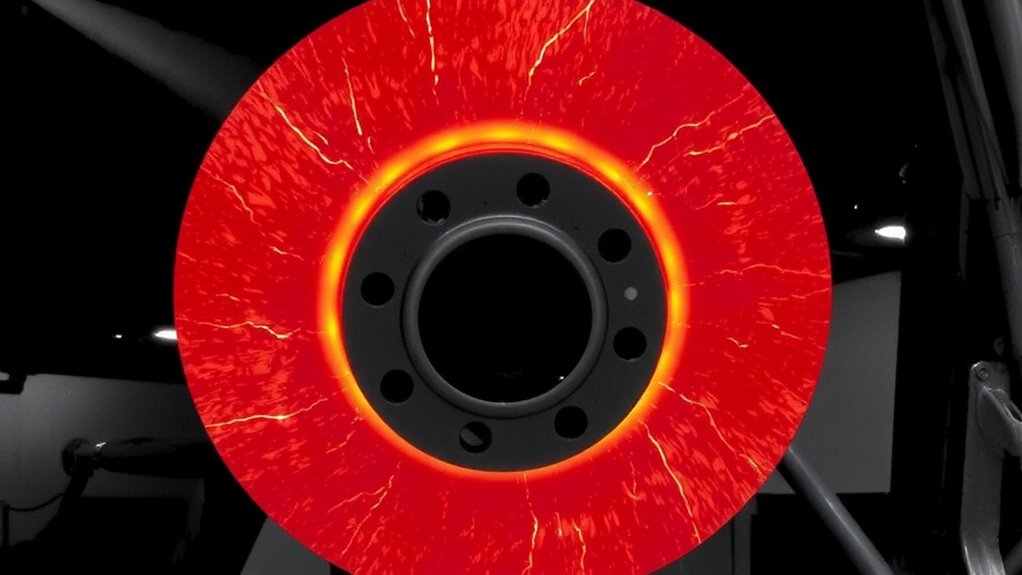
Heat cycles expose defects no visual inspection can catch. Each time you heat and cool a refurbished rotor, you’re testing its real durability. Microstructural degradation occurs when uneven heating weakens grain boundaries, especially in areas previously damaged or improperly welded. These changes aren’t visible but reduce strength and fatigue resistance. Residual stress from machining or straightening can also intensify under thermal expansion, creating cracks over time. A single heat cycle might not reveal issues, but repeated cycles mimic long-term use, accelerating failure modes. You’ll see warping at temperatures above 650°C, a common benchmark for brake performance. Infrared thermography and strain gauges monitor these shifts precisely. The rotor must maintain dimensional stability within ±0.05 mm after three full cycles. Failures during testing mean hidden flaws exist-ones you can’t afford to miss on public roads.
Simulating Real-World Heat Cycles
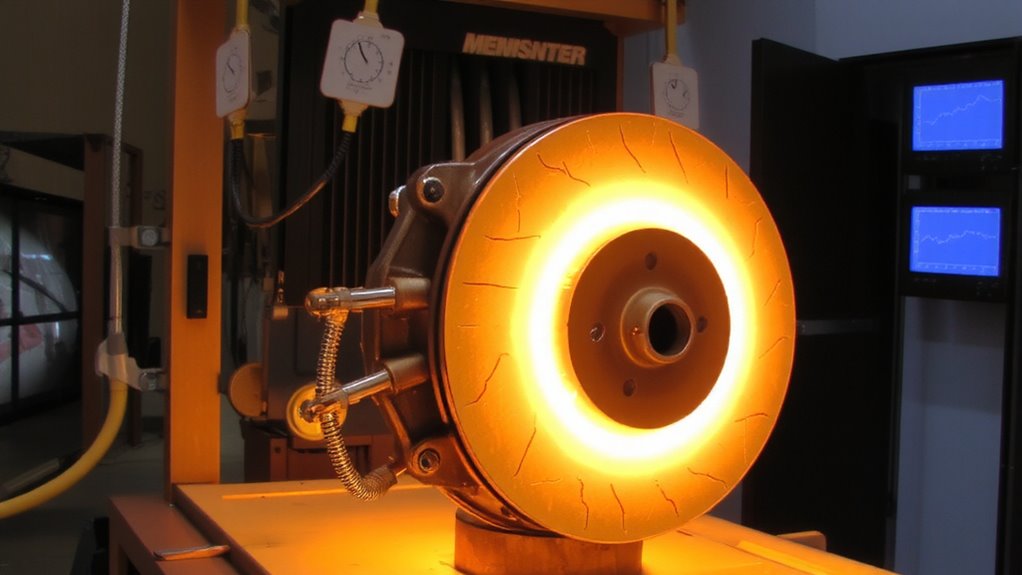
How do you replicate the punishing conditions a rotor faces on the road? You subject it to controlled thermal cycling in a dyno chamber. Each cycle heats the rotor to 650°C-typical of aggressive braking-then cools it to 100°C, mimicking real-world driving. These repeated cycles test heat retention, ensuring the rotor dissipates thermal energy without trapping excessive amounts. Poor heat retention leads to brake fade and accelerated wear. You also monitor surface oxidation, which increases with every heat cycle. A refurbished rotor should show uniform oxidation, not flaking or pitting. Oxidation layers over 50 microns signal compromised integrity. You run 15 cycles minimum, tracking temperature distribution via infrared imaging. This process verifies material stability under thermal stress. It confirms the rotor won’t fail prematurely once installed. Real-world heat exposure isn’t random-it’s predictable, repeatable, and essential to simulate. You’re not just testing durability. You’re validating safety.
Spotting Warping, Cracks, and Material Fatigue Early
Because thermal stress accumulates over time, subtle signs of failure often go unnoticed until they compromise performance. You must inspect each rotor under controlled lighting and magnification to catch surface imperfections early. Even minor scoring or pitting can indicate uneven heat distribution. Use a precision straightedge and feeler gauge to measure warping beyond 0.05 mm-exceeding this tolerance risks pulsation during braking. Cracks often originate at stress points near vent fins or bolt holes; dye penetrant testing reveals microfractures invisible to the naked eye. Employ ultrasonic testing to detect internal voids, which weaken structural integrity and accelerate fatigue. Material fatigue manifests as grain separation under thermal cycling, reducing tensile strength by up to 30%. Catching these flaws early guarantees reliability. You’re not just verifying shape-you’re validating material behavior under repeated expansion and contraction. That’s how safety stays ahead of failure.
Key Metrics for Road Worthiness
Every refurbished rotor must meet strict performance benchmarks before it’s deemed safe for road use. Brake efficiency is critical-your rotor should consistently achieve 0.7g deceleration under repeated high-speed stops from 60 mph. This guarantees reliable stopping power in real-world conditions. Surface hardness, measured between 400–480 HB, directly impacts rotor longevity by resisting wear during thermal cycling. Each rotor undergoes 300 heat cycles between 150°C and 650°C to simulate five years of service. Warp tolerance stays under 0.015 mm runout after testing, maintaining pedal feel and avoiding vibration. Thickness variation, kept below 0.010 mm, prevents pulsation and extends pad life. You also verify minimum thickness specs-typically no less than 18 mm-to maintain structural integrity. These metrics aren’t optional. They define safety, performance, and durability on public roads. Meeting them guarantees your rotor performs like new, even under sustained stress.
Why Passing the Test Puts Drivers at Ease
You can trust a rotor that’s been through the full thermal stress regimen because it’s not just tested-it’s proven. Each refurbished rotor withstands repeated heating to 650°C and rapid cooling to simulate extreme braking. This cycle repeats 15 times, matching real-world conditions on steep grades or high-speed stops. Structural integrity is verified through post-test ultrasonic imaging, detecting internal flaws as small as 0.1 mm. Warpage tolerance remains under 0.025 mm-within OEM specifications. These results directly support driver confidence, ensuring consistent pedal feel and stopping power. Knowing the rotor won’t fail under stress brings peace of mind. Material fatigue resistance is measured via tensile testing, confirming strength retention at 95% of new rotor performance. Surface hardness averages 380 BHN, minimizing wear. You’re not gambling with safety. Every measurement confirms reliability. Passing this test isn’t just a checkpoint-it’s a commitment to performance you can count on.
On a final note
You must conduct thermal stress tests on refurbished rotors before road use. These tests expose hidden flaws through controlled heat cycling from 100°C to 650°C, simulating aggressive braking. Warping beyond 0.05 mm runout or microcracks under dye penetrant inspection fails safety standards. Passing guarantees structural integrity, consistent pedal feel, and compliance with FMVSS 105 braking requirements. Your rotor’s reliability depends on this verification.





