
Exhaust Manifold Crack Welding Using Preheat Protocols for Cast Iron Success
You must preheat cast iron exhaust manifolds to 600°F–700°F to prevent thermal cracking and guarantee weld integrity. Use a rosebud torch with even circular motion, heating the entire component gradually. Measure surface temperature with a calibrated infrared thermometer. Weld with TIG (DCEN) or SMAW (DCEP) using nickel-based filler like ERNiFe-CI. Cool slowly-less than 100°F per hour-by wrapping in ceramic blankets. Proper prep and controlled cooling reduce stress and eliminate failed repairs. Key details on avoiding common pitfalls follow.
Notable Insights
- Preheat the cast iron manifold to 600°F–700°F to prevent thermal shock and reduce cracking risk during welding.
- Use a rosebud torch with gradual, even heating to ensure uniform temperature across the entire manifold.
- Employ nickel-based filler rods like ERNiFe-CI or Nickel 55 to minimize shrinkage stress and enhance weld ductility.
- Perform TIG welding with DCEN for precise control, especially on thin or clean sections of the manifold.
- After welding, insulate the manifold with ceramic blankets and cool slowly to below 400°F to relieve residual stresses.
Why You Must Preheat Cast Iron Manifolds
Most cast iron manifolds require preheating before welding-typically to between 500°F and 800°F-to prevent thermal shock and reduce the risk of cracking. You must account for thermal expansion during the process. Cast iron expands when heated and contracts when cooled; uneven temperatures cause internal stresses that compromise material integrity. Without preheating, the weld zone experiences rapid temperature shifts, creating a high likelihood of new cracks. Preheating equalizes the temperature across the manifold, allowing more uniform expansion and contraction. This controlled approach supports structural stability and prevents distortion in the final weld. You maintain metallurgical consistency by minimizing thermal gradients. Think of it like warming glass before placing it in an oven-sudden heat causes breakage. Proper preheating preserves the part’s durability and guarantees the repair lasts under extreme operating conditions.
How Hot to Heat: Ideal Temperatures for Repair
You need to get the temperature just right when welding a cracked cast iron exhaust manifold, and that means heating it to between 500°F and 800°F before starting. This preheat range minimizes thermal expansion differences across the material. At lower temperatures, cast iron remains too brittle, increasing crack risk. Above 800°F, you risk warping and losing material integrity. The ideal zone-600°F to 700°F-allows controlled cooling and reduces stress buildup during solidification. Thermal expansion must be managed evenly to prevent new cracks. Use a calibrated infrared thermometer to verify surface temps. Heat the entire manifold uniformly, not just around the crack. Cast iron’s high carbon content makes it prone to hardening, so maintaining proper preheat preserves material integrity. Never exceed 800°F, as runaway heating degrades the microstructure. Hold the temp steady during welding.
How to Preheat an Exhaust Manifold Safely

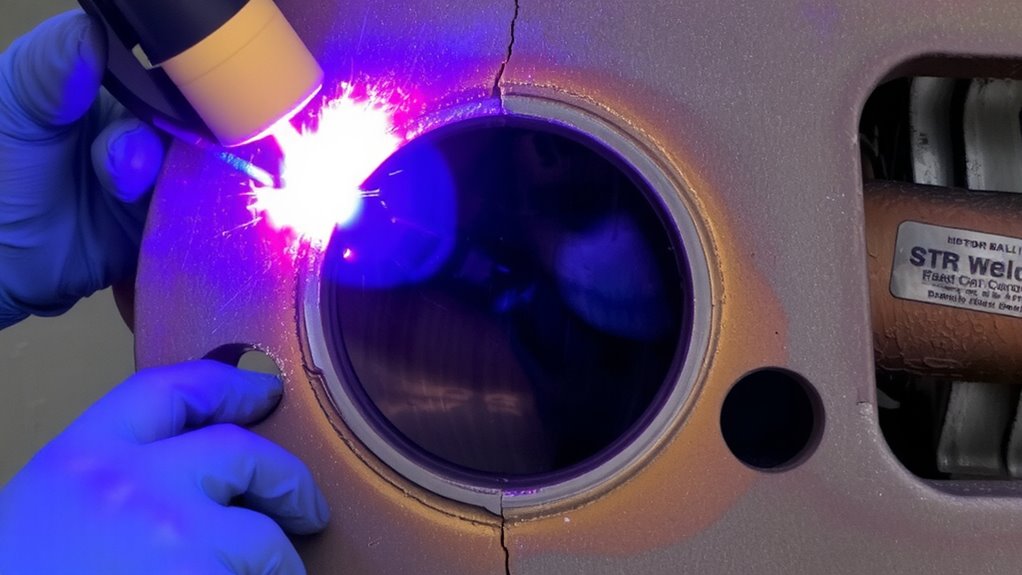
While preparing to weld a cracked exhaust manifold, starting with safe and proper preheating guarantees the repair holds without introducing new damage. Always wear approved safety gear, including heat-resistant gloves, a face shield, and flame-resistant clothing. Work in a well-ventilated area, away from flammable materials, to reduce fire hazards. Use a propane or oxy-acetylene torch to apply heat evenly, gradually bringing the manifold to 400–700°F. Monitor temperature with an infrared thermometer for accuracy. Heat one section at a time in a circular motion, avoiding localized overheating that can warp the cast iron. Keep a fire extinguisher nearby and inspect the workspace before and during heating. Preheating too quickly or unevenly may cause thermal shock, leading to new cracks. Proper ramp-up time-typically 10 to 15 minutes-ensures internal stress relief and prepares the metal for welding.
Best Welding Methods for Cracked Manifolds
Proper preheating sets the stage for successful welding, but selecting the right welding method determines the longevity of the repair. You must match technique to cast iron’s challenges. Stick welding with nickel-based electrodes is common, but TIG offers superior control. Your welding polarity should be DCEN for TIG-ensures stable arc and clean penetration. For stick, use DCEP to drive heat into the joint. Filler selection is critical: nickel-iron fillers reduce shrinkage stress and resist cracking.
| Method | Polarity | Filler Material |
|---|---|---|
| TIG | DCEN | Nickel 55 or ERNiFe-CI |
| SMAW | DCEP | Ni-CI (Nickel 99%) |
| MIG | DCEN | ERNiFe-CI |
Each method demands precise amperage control. TIG excels on thin sections; stick handles thicker, contaminated areas. Choose wisely-your filler selection affects ductility and thermal expansion compatibility.
Let It Cool Slowly: Stress Relief After Welding
After welding, allowing the exhaust manifold to cool slowly is essential for minimizing residual stresses that could lead to re-cracking. You must control the cooling rate to prevent thermal shock in the brittle cast iron. Wrap the welded area immediately with post weld insulation, like ceramic fiber blankets or heating pads set to low. This maintains a uniform temperature and slows cooling to less than 100°F per hour. A controlled cooling rate allows trapped hydrogen to escape and stress relaxation within the heat-affected zone. For best results, keep the manifold insulated until it reaches below 400°F. Leaving it wrapped overnight guarantees adequate stress relief. Post weld insulation isn’t optional-it’s critical in cast iron repairs to prevent delayed cracking. Skip it, and even a perfect weld can fail prematurely.
7 Mistakes That Ruin Cast Iron Repairs
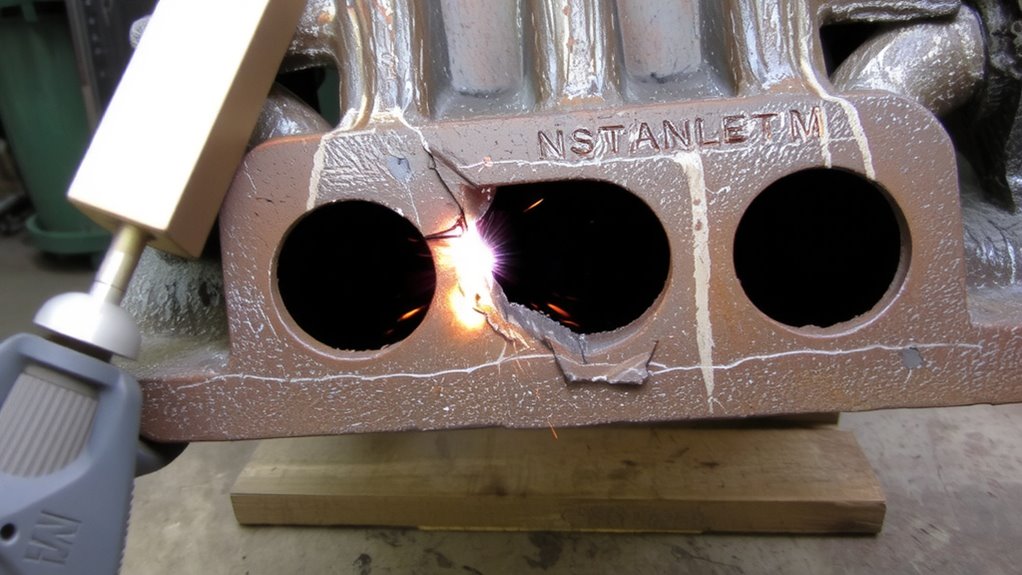
If you skip preheating, the cast iron can’t handle the thermal shock, and your repair will fail. Preheating to 500–1200°F depending on thickness reduces cracking risk by slowing cooling rates. Without it, residual stresses exceed cast iron’s brittle limit. Improper cooling is just as dangerous. You must cool the manifold slowly-under 200°F per hour-inside an insulated blanket or heated sand bed. Rapid cooling creates stress fractures invisible at first but fatal over time. Contamination issues are another common flaw. Oil, moisture, or paint near the weld zone causes porosity and weak fusion. Clean cracks thoroughly with a carbide grinder; never use stainless steel wire wheels that embed particles. Use low-hydrogen rods like Ni99 or NiFeCo to minimize cracking. Each mistake-skipping heat control, ignoring contamination issues, or allowing improper cooling-compromises structural integrity. Avoid them to guarantee lasting results.
Tools and Materials for Manifold Welding
Welding a cracked exhaust manifold demands the right tools and materials to handle cast iron’s sensitivity to heat and stress. You’ll need a TIG welder or an AC/DC stick welder for precise control and deep penetration. When selecting welding torch types, prioritize air- or water-cooled TIG torches rated for at least 200 amps to sustain long passes. Use nickel-based 55% or 99% nickel rods for their thermal tolerance and crack resistance. Preheating is essential-apply a rosebud tip on your oxy-acetylene torch to evenly raise temperatures to 500–700°F. For safety gear selection, wear a Class 1/1.5 auto-darkening helmet, infrared-rated welding gloves, and flame-resistant clothing. Keep a heat gun and infrared thermometer on hand to monitor thermal gradients. Secure the manifold with clamps to reduce stress during cooling.
On a final note
You must preheat cast iron manifolds to prevent thermal shock. Heat uniformly to 500–750°F using an infrared thermometer for accuracy. Preheating reduces stress during welding, minimizing re-cracking. Use nickel-based electrodes or GMAW with pulsed current for best results. Allow the manifold to cool slowly in an insulated blanket over 12+ hours. Fast cooling causes brittleness. Proper technique yields strong, durable repairs.





